|
|
|
|
UMBAU
Bohr- / Fräs Rahmenbearbeitungsmaschine
Photobericht pdf Deutsch
|
|
|
|
UMBAU
Bohr- / Fräs Rahmenbearbeitungsmaschine
Photobericht pdf Deutsch
|
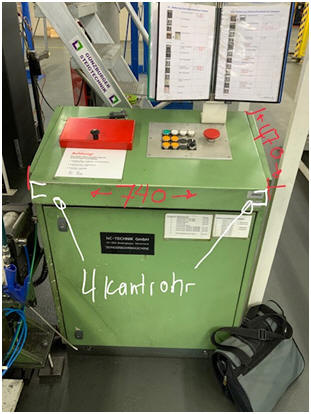
Bild 0. Steuerung der 4-Meter-Rahmenmaschine gibt es 3 Längen und 3 Höhen
2. Einführung der Maschinenerklärung 7. Programmieren des CNC-Fräsens oben
2. Einführung der Maschinenerklärung
Die Maschine verarbeitet vertikale Maschinengrundrahmen. Oben Fräsen von 2 bis 6 Meter. Es benötigt eine Bogenfräsung, darum ist das Interpolieren gut. Unten werden viele Löcher mit unterschiedlichen Abständen gebohrt. Beide unabhängigen Achslösungen erfordern eine 2 Kanal CNC. Der Operateur kann jede einzeln oder beide zusammen starten.
Die Programmierung ist von der WIAP parametrisiert erstellt worden, d.h. der Bediener benötigt keine Programmier Kenntnisse.
Das alte Steuerssystem der Maschine hat oft seine Position verloren. Es waren Schrittmotoren montiert. Diese sind etwas „heikel“, wenn die Last zu gross wird. Das neue System muss kein Referenzpunkt mehr fahren, es weiss immer wo es ist. Die WIAP hat dieselben Motoren eingesetzt wie an der Maschine, die vor einem Jahr schon umgebaut wurde. So kann jederzeit auch untereinander Motoren und Regler ersetzt werden, was auch eine Ersatzteil Haltung erleichtert.
Bild 3.1 Beginn des Umbaus. Alles wurde bereits intern bei Wiap aufgebaut und getestet, erst dann zum Kunden geliefert.
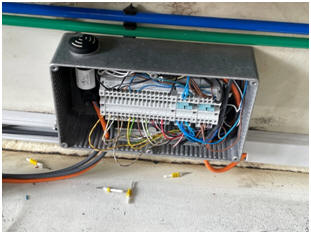
Bild 4.1 Alte Steuerung vor dem Umbau
Bild 4.2 Schaltschrank intern vor dem Umbau, vorher.
Bild 4.3 CNC nach dem Umbau mit neuer Ware, nachher.
Bild 4.4 Neue CNC nach dem Umbau
Bild 4.5 Altes externes Panel vorher
Bild 4.6 Neues externes Bedien Panel nach dem Umbau. Geschützt mit den aufrechten Seitengriffen, wenn es mit den Knöpfen und dem Handrad nach unten auf den Boden fällt.
Die Maschine hat in jeder zugänglichen Zone eine Horne und eine Stoppzone.
Bild 5.1 Anzeige auf der CNC-Steuerung, wenn eine Gefahrenzone betreten wurde Bohren vorne unten. Die erste Lichtschranke löst einen Hornenton aus und warnt den Bediener, dass er die Gefahrenzone betreten hat. Barriere 2 stoppt das System sofort, wenn es im automatischen Modus läuft.
Bild 5.2 Für die Sicherheitszone und zusätzliche Überwachung wurde die Kunststoffbox durch eine Aluminiumbox ersetzt.
|
Bild 6.1 Die alte Schmierung funktionierte nicht mehr. Die Schmierleitungen waren ebenfalls gebrochen. Das Schmiersystem hatte auch keine Überwachunsfunktionen.
Bild 6.2 Die neue Schmierpumpe mit 4-Liter-Tank und Druckregelung sowie Füllstandsanzeige an der CNC-Steuerung. Diese Pumpe läuft 20 Sekunden lang. Wenn sich in der Zeit kein Druck aufbaut, ist eine Leitung oder eine Dossiereinheit nicht mehr in Ordnung und zeigt einen Alarm auf der CNC an.
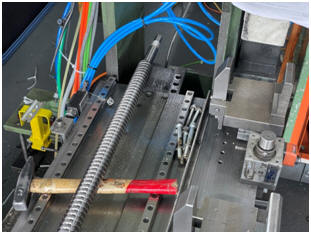
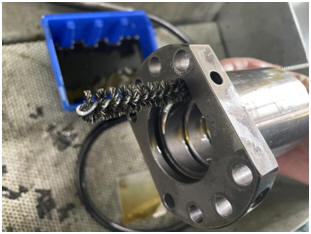
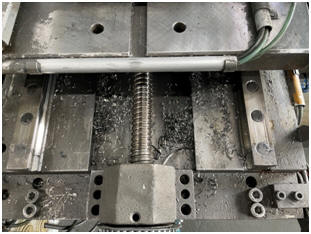
Bild 6.3 Bei der X-Spindel wurde die Kugelumlaufmutter durch den Schmutz blockiert. Dies musste abgebaut werden.
Bild 6.4 Die Kugelumlenkung war voller Späne
Bild 6.5 So sah es in der Auslenkung aus. Aber die Kugelumlaufmutter hatte noch viel mehr Schmutz drin.
Bild 6.6 Alles entfernt und gereinigt
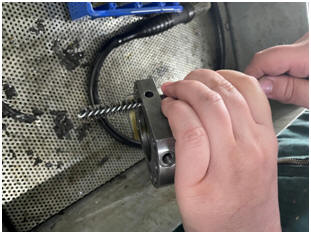
Bild 6.7 Unglaublich, welche Art von Schmutz sich darin befand
Bild 6.8 Die Mutter rechts ist die alte, die Mutter links ist eine neue Mutter. Der Richtige hat nur einen Lauf auf jedem zweiten Kurs.
Bild 6.9 Die Abdeckung des Schlittens ist etwas spärlich. Einige Verbesserungen wurden vorgenommen.
7. Programmieren des CNC-Fräsens oben
Bild 7. 1 Neue CNC-Steuerung, bei der beide Kanäle gleichzeitig angezeigt werden Der gesamte Fräsvorgang erfolgt in 3 Durchgängen Erster Durchgang = R161 Zweiter Durchgang = R161 und R166 (Schruppzugabe) Dritter Durchgang = R161 und R165 (Abschlusszulage) Springen nach Belieben, auch nach einem Notstopp automatisch in jede Position Ein Sprung in Parameter R290 ermöglicht es Ihnen, im 2. oder 3. Lauf nach Bedarf unkompliziert einzuspringen. R290 = 2 Sprung im 2. Lauf, R290 = 3 = Sprung im letzten Durchlauf.
Auch beim Bohren, können Sie anhalten und starten, wie Sie möchten. Die CNC weiß immer automatisch, wo Sie fortfahren müssen, ohne mühsam alles eingeben zu müssen. Ein Wiap-Suchsystem nach einem Not-Aus oder Stromausfall macht die Bedienung extrem einfach.
Bild 8.1: Rückfahrt mit Montagematerial nach 2 Wochen. Unter Corona-Bedingungen ist es obligatorisch, den ganzen Tag mit Masken herumlaufen, was die Ausbreitung der Corona erschwert. Alle Mitarbeiter und wir, sowie andere Externe halten sich strikt an diese Regel.
Hersteller und Vertrieb, Konstruktion elektrisch und mechanisch, alles aus einer Hand
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Phone: ++ 41 62 752 42 60 Fax: ++ 41 62 752 48 61 wiap@widmers.info www.widmers.info / www.wiap.ch
|
![]()
![]()
![]()
![]()