|
|
|
|
|
|
|
|
|
Titel Bild 1: Ein HMI ist ein kleines Steuergerät, wo viele Funktionen einfach und schnell eingegeben werden können. In dem Fall ist es links neben der CNC Steuerung angebracht. Das kleine HMI übernimmt die Aufgaben Schnittdruck Überwachung und Spannfutter Positions Kontrolle und den Werkstück Zufuhr Vibrator zu steuern. Die rechts gezeigte CNC hatte nicht genügend Ein- und Ausgänge und kann nicht mehrere analoge Funktionen ausführen wie das HMI.
2. Einführung Dank den heutigen HMI Steuergeräten können viele unterschiedliche besondere Projekte realisiert werden. Die Vielzahl kennt bald keine Grenzen mehr. Die WIAP hat eine besondere Beziehung dazu. Einerseits werden diese HMI viel verwendet für das Metall entspannen mit Vibration, das System WIAP® MEMV®. Dazu kommt der Anbau für Rundtakt Maschinen, aber auch ergänzend zu CNC Steuerungen, wo die Kapazität der CNC die Grenzen überschreiten würden ohne HMI Ergänzung.
3. Ein HMI gross für die WIAP Metall Entspannungsanlage
Bild 3.1: Eine komplette MEMV Anlage
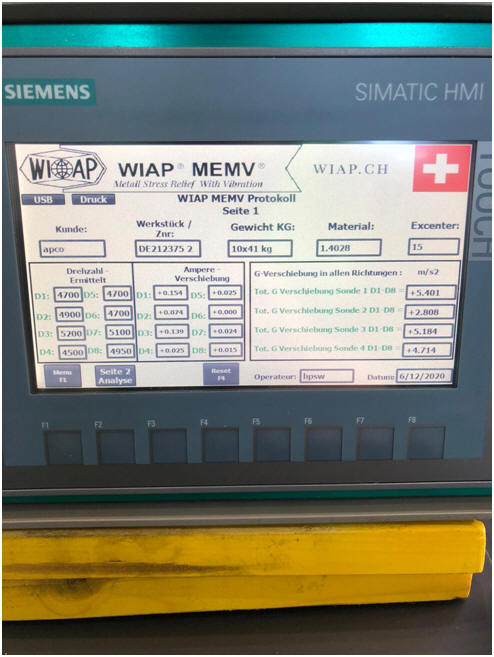
Bild 3.2: Hier wird am HMI der ganze Prozess angezeigt, der danach abgespeichert werden kann für die Protokollierung. Wofür sich vor allem die Qualitätssicherung interessiert.
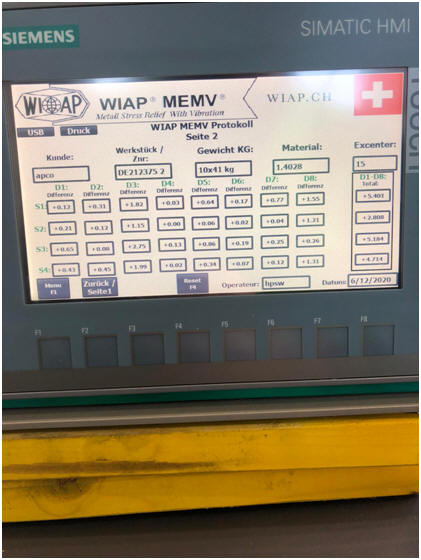
Bild 3.3: Das ist die zweite Seite der Protokollierung, wo jede Achse in jeder Richtung die G Verschiebung festhält und stellt zum Protokollieren bereit.
4. Ein HMI klein für die WIAP Metall Entspannungsanlage
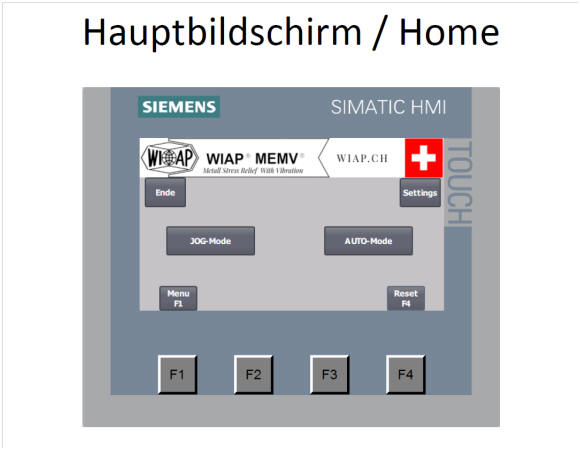
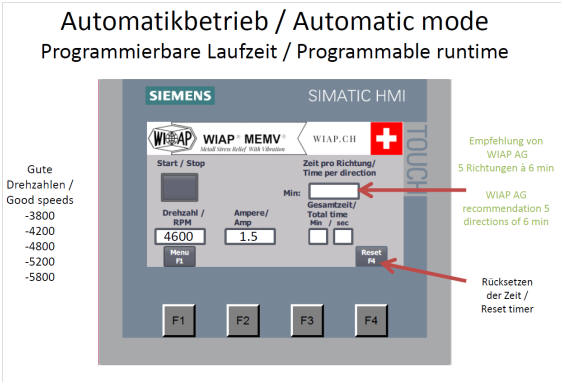
Bild 4.1: Die Varianten Vielfalt ist enorm. Es können viele Varianten realisiert werden. Das ist unsere kleinste Anlage für das MEMV System.
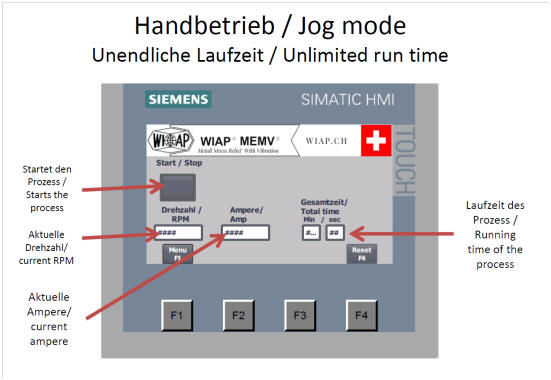
Bild 4.2: Erklärung für die Bedienungsanleitung, viele Worte erübrigen sich.
Bild 4.3
Bild 4.4
|
5. HMI zur Steuerung einer Rundtackt Maschine
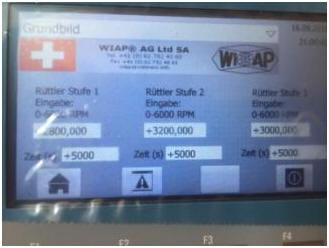
Bild 5.1: Hier wurde eine Rundtakt Maschine mit einem HMI gemacht, das reicht oft, wenn keine CNC Steuerung nötig ist. Zum Beispiel, wenn die Achsen nur auf Endschalter Positionen fahren müssen.
Bild 5.2: Das Bedienpanel ist ein einfacher Aufbau, die WIAP hat hier gleich ein paar solche Frontplatten auf einmal an Lager bestellt, dass Umbauten auch schnell gehen können.
Bild 5.3: Bitte entschuldigen Sie die schlechte Bildqualität. Hier ist immer noch die Original Folie von Siemens drauf, die wir erst nach der Inbetriebnahme wegziehen. Es gibt immer eine Hand und eine Halbautomat und Automaten Titelseite, wo je nach dem, was man will, gestartet werden kann. Der Ablauf geht alles vollautomatisch, diese Maschine taktet z.B. in 4 Sekunden ein Teil.
Bild 5.4: Das ist ein zusätzliches externes Bedientableau
6. HMI als Zusatz von CNC Steuerung
Bild 6.1 auch Titel Bild 1: Ein HMI ist ein kleines Steuergerät, wo viele Funktionen einfach und schnell eingegeben werden können. In dem Fall ist es links neben der CNC Steuerung angebracht.
Bild 6.2: Am CNC Bedienpanel, seitlich, ist eine zusätzliche Bedienungstafel. Hier können 3 Bediengruppen für den Bediener gewählt werden. Doch eigentlich sind keine Einstellungen notwendig.
Bild 6.3: Der Vibrator V05 kann mit 3 Drehzahl-Stufen arbeiten. M60 Stufe 1, M61 Stufe 2 und M63 Stufe 3. Wenn 50 Stangen auf der Automation liegen (gemäss Stückzähler), vibriert der V05 stärker, als wenn nur noch 10 Stangen auf dem Speicher liegen. Das CNC Programm sucht die Zonen und springt automatisch in die jeweilige Zone, wo M60/M61/M62 gewählt wird. Es gibt zusätzlich ein Schrittschaltwerk, welches automatisch durch alle Drehzahlen durchschaltet, damit auch bei verkanteten Werkstücken diese losgerüttelt werden.
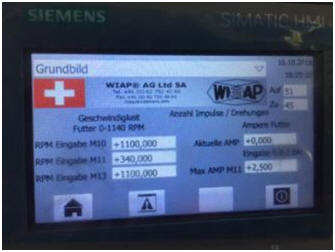
Bild 6.4: Am HMI kann die Geschwindigkeit des Futters festgelegt werden, für das Öffnen und Schliessen im Schnellgang und Kriechgang. Noch haben wir die Reserve, dass wir die Drehzahl auf 100Hz anstelle 50Hz erhöhen könnten. Wir sind jedoch 12 Sekunden schneller als geplant. Das heisst, 3 Drehzahlen im Bedienfeld und die Impulszahl oben rechts für das Öffnen und Schliessen im Eilgang.
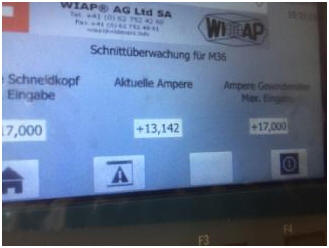
Bild 6.5: Zum schälen und rollieren gibt es je eine Werkzeugverschleissüberwachung. Respektiv eine, welche vor dem Werkzeugbruch die Anlage am Ende des Zyklusses stehen lässt. Das Programm springt in ein Nebenprogramm und zeigt an, was zu tun ist. Bei getaner Arbeit kann nur der Startknopf gedrückt werden und die Anlage arbeitet weiter.
HMI Bedien Geräte sind heute fast nicht mehr wegzudenken. Es gibt Tausende Möglichkeiten, Maschinen, Anlagen und alles einfach zu bedienen. Es gibt kleine bis grosse Geräte, eigentlich eine fantastische Vielfalt für den Maschinenbauer. Hut ab an die Hersteller von HMI. Danke.
Die ganze Projektierung und PLC Programmierung macht die WIAP eigenständig in eigener Regie. Das hat für den Kunden den Vorteil, dass auch spätere Anpassungen keine Probleme mit sich bringen.
Link zu den Wiap Umbau Projekten
|
|
|
|
|
![]()
![]()
![]()
![]()