![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Walzendrehmaschine Herkules revidiert von der WIAP AG Ltd SA
Maschine mit 150 Tonnen Gewicht
|
Bild 1: Die WDK 850 MFD Walzendrehmaschine nach dem Umbau durch die WIAP AG.
1. Inhaltsverzeichnis8 Wiedermontage des Kreuz Schlittens 11 Heid Kopiervorrichtung Erneuerung 14 Technische Umbaubeschreibung
2. Vorwort
Die WIAP hat nebst eigenen Maschinen, auch einige Maschinen auf CNC Drehmaschinen umgebaut. Davon aber auch konventionelle auf CNC umgerüstet.
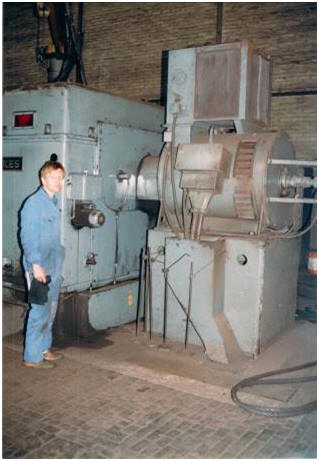
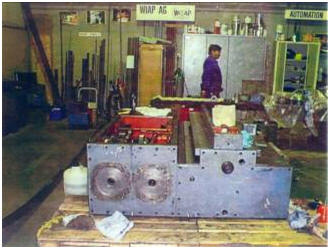
Bild 2.1 Vor dem Umbau der 150 Tonnen Maschine Herkules WDK 850 Maschine MFD. Vorher: Die Maschine konnte nur teilweise in die Schweiz geliefert werden, für die Revision.
3. Projekt Beschreibung
Aufgabe: Die Walzendrehmaschine darf keine neue CNC Steuerung bekommen. Sie soll jedoch revidiert werden. Die Operateure waren sich gewohnt zu kopieren, also keine CNC. Das Getriebe hatte einen Schaden. Zahnräder mussten neu hergestellt werden. Die Reitstock-Führung war stark abgesenkt und musste neu eingeschabt werden. Den Kreuzschlitten total revidieren, alles mit neuem Gleitbelag. Neuer Spindelantrieb 220KW. Neue Elektrik. Es waren keine Ersatzteile mehr erhältlich für die Kopiersteuerung, Ersatzteile neu hergestellt. Auftragsvolumen über 0.5 Mio. CHF. Mehrere Wochen Arbeitsaufwand.
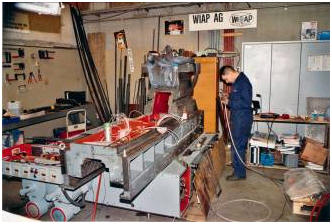
Bild 3.1 Zerlegung der 150 Tonnen Maschine war teurer, als vor Ort zu revidieren.
Bild 3.2 Die Maschine hat einen Spindelantrieb mit 220 KW. Die ganze Elektrik wurde von uns erneuert inkl. der Spindelantrieb.
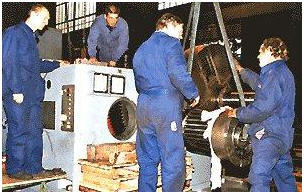
Bild 3.3 Auch die Klauenkasten wurden komplett neu revidiert.
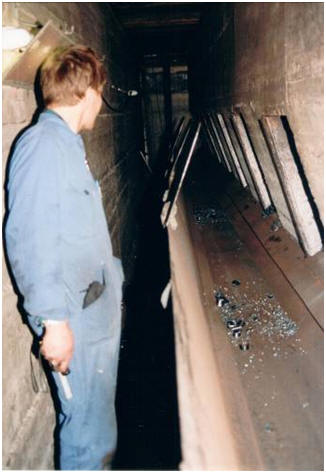
Bild 4.1 Unter der Maschine ist der Späneschacht. Mit 220 KW und dem grossen Drehmoment werden hier Späne so gross wie Flacheisen abgetragen.
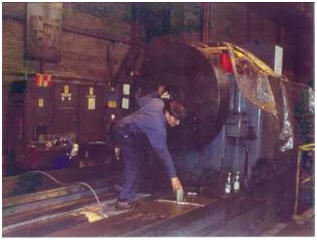
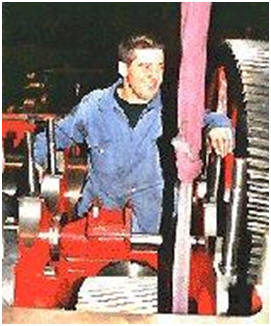
Bild 4.2 Diese Profis von Facharbeitern, welche diese Walzen drehen, sind unwahrscheinliche Talente.
Bild 4.3 Der Spindelstock ist fast so gross wie ein Kinderzimmer. Der 220 KW Motor sehr kräftig.
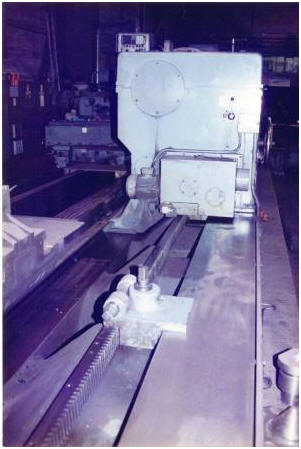
Bild 4.4 Die Führung mit dem Reitstock war mehrere mm ausgelaufen.
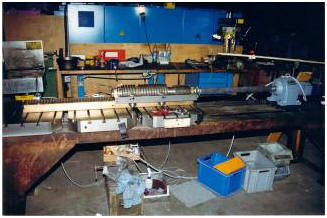
Bild 4.5 Die Demontage des Z-Schlittens, welcher zu uns in die Schweiz zur Revision ging.
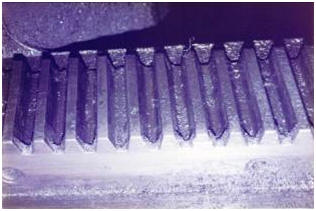
Bild 4.6 Die Zahnstange der Z-Achse war über 150 mm hoch. Ausgebrochene Zähne; 3 Zahnstangen mussten nach dem Muster neu hergestellt werden.
Bett vorfräsen vor dem Schaben
Bild 4.7 Montage der Wiap Sonderfräsvorrichtung.
Bild 4.8 Hier noch einmal die Walzendrehmaschine vor der Demontage.
5. Bett vorfräsen
Bild 5.1 Die Führung des Maschinenbettes wurde vor Ort beim Kunden nach der Referenz der Z Achse gefräst. Die Fräsvorrichtung wurde mit einem Spindelstock einer WIAP DM2A und der Vorschubantrieb über einen Kettenantrieb gemacht. Der Fräsarm, hergestellt nach dem WIAP VDSF Verfahren, Vibrationsgedämpft.
Bild 5.2 Wie mit einer transportierbaren Fräsvorrichtung wird hier bearbeitet. Als Referenz wird die vordere, nicht abgenützte Schlittenführung genommen. Es wurde die stark abgenützte Reitstockführung nachgefräst, welche mehrere mm aus der Mitte ging. Die Maschine mit 150 Tonnen zerlegen und extern bearbeiten lassen, wäre aufwendiger und teurer gewesen.
6. Kreuzschlitten Revision
|
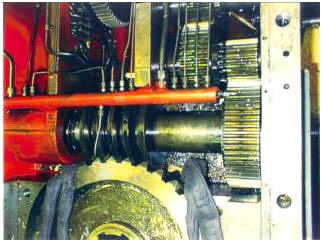
Bild 9.3: Die Zerlegung war sehr aufwendig. Fast alles Pressverbände, wo wir die 2500 Bar Abpressvorrichtung benötigten. Doch es ging alles sehr gut.
Bild 9.4: Endlich konnte die Hauptgetriebewelle raus gehoben werden. Dann konnten wir das defekte Zahnrad offerieren lassen. Dank einem Schweizer Zahnradhersteller hatten wir schnell alles organisiert. Der Kunde bestellte innert 1 Tag. 2 Wochen später hatten wir das Zahnrad nach dem Muster.
Bild 9.5: Pressverband zu lösen war anstrengend.
Bild 9.6: Der Einbau funktionierte sehr gut. Das Getriebe der MFD, Hut ab, wir können die Hersteller nur loben. Sensationell, wie die ganze Konstruktion von oben zugänglich gemacht wurde. Perfekt, danke an MFD, das ist eine der besten Maschinen, die wir je gesehen haben.
Bild 9.7: Die Grösse des Spindelstockes ist beeindruckend. Der ganze Umbau mit der Revision dauerte, alles in allem, weniger als 6 Monate. Nach der Lieferung musste keine Garantieleistung gemacht werden. Die Maschine lief nach der Inbetriebnahme ununterbrochen, ohne Störung. Die Planung und die Ausführung waren also ok.
10. Elektroschrank UmbauElektroschrank mit 220 KW Antrieb
Bild 10.1: Neuer Elektroschrank für die 220 KW Kopierdrehmaschine.
Bild 10.2: Fertiger Elektroschrank für die revidierte umgebaute MFD Walzendrehmaschine WDK 850 mit 220 Spindelantrieb.
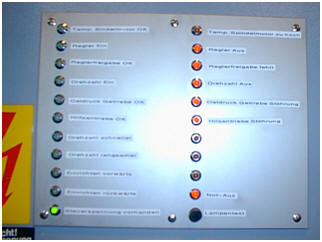
Bild 10.3
Bild 10.4: Anzeigetafel für die Status Anzeige.
11. Heid Kopiervorrichtung Erneuerung
Bild 11.1: Die Maschine ist mit einer Kopiervorrichtung ausgerüstet. Die Kopiertaster sind von der Firma Heid. Die Elektronik des Kopiertasters von Siemens. Diese Elektronik war nicht mehr erhältlich. Die WIAP AG hat 4 neue WIAP Kopierkarten herstellen lassen, nach dem Muster Siemens. Mit neuen Bauteilen, weil die alten nicht mehr zu kaufen waren.
12. Montage Information
Bild 12.1: Diese Maschine hatte Schlüsselweiten bis 80 mm. Da musste noch Werkzeug dazu gekauft werden, das heue noch im Hause Wiap verfügbar ist.
13. Fertige Maschine
Bild 13.1: Vom Kreuzschlitten der Z Achse wurde vor Ort beim Kunden neu mit dem Gleitbelag SKC ausgegossen.
Bild 13.2: Fertige Maschine beim Endkunden.
Bild 13.3: 150 Tonnen Maschine fertig revidiert.
Bild 13.4: MFD Walzendrehmaschine WDK 850 umgebaut von WIAP.
14. Technische Umbaubeschreibung
Umbau Projekt Umfang:
Die Instandsetzung besteht im Einzelnen aus:
Pos. 13.1 Demontage der Kreuzschlitten im Werk Saarstahl; verladen auf LKW und Spedition ins WIAP-Werk (25 Tonnen) Gesamt Gewicht der Maschine 150 Tonnen
Pos. 13.2 Bett - Nach der Demontage Bett neu richten Mit Fluchtlinien Prüfgerät Kolimator auf Geradheit und ins Wasser stellen, dass die Abnützung auch mit Vorher und Nachher ermittelt werden konnte. Kreuzschlitten mit Schwertaufbau demontieren Feder Stahlbänder demontieren und gegen neue ersetzen und abgenützte Reitstock Führung vorfräsen und neu einschaben - Nach der Montage bei Endmontage Bett neu richten Mit Fluchtlinien Prüfgerät Kolimator auf Geradheit und ins Wasser stellen
Pos. 13.3 X- Querschlitten Achse im Hause WIAP - Zerlegen des Schlittens der X Achse - Längs- und Querschlitten reinigen; neu beschichten und schleifen - Vorschubantrieb neu einläppen, dass verschlissene Stellen identisch der äusseren sind - neue Abstreifer montieren
Pos. 13.4 Z-Achse / Längsschlitten - Zerlegen des Schlittens der Z Achse- Getriebe zerlegen und revidieren - Neuen Gleitbelag SKC aufspritzen - Defektes Zahnrad des Vorschubantriebes ersetzen - Neu einschaben - neue Abstreifer montieren
Pos. 13.5 Spindelstock - reinigen, defektes Zahnrad demontieren Neue Zahnräder herstellen lassen Pindelstock innen reinigen, neue ÖlfüllungWieder Montage - Klauenkasten revidieren
Pos. 13.6 Reitstock - Reinigen, Funktionskontrolle - neu einschaben und Abstreifer montieren - Ersetzen defekter Teile
Pos. 13.7 Schmierung (Impulsschmierung) - Einbau neuer Schmierung - Komplette Überprüfung, Anpassen auf heutigen, technischen Stand. Pro Achsführung genügend Schmierstellen, unter Berücksichtigung des Achsweges
Pos. 13.8 Elektrisch - Neuer Elektroschrank mit Wärmetauscher, betriebsbereit Mit neuem Regler für 220 KW Neue Ersatzkare für die Kopier Einrichtung System Heid 20 Ersatzkarten werden gleich hergestellt, weil kein Ersatz von Siemens mehr erhältlich ist (Diese wurden schon seit bald 20 Jahren von Siemens abgekündigt) Folgende Normen und Richtlinien Saarstahl werden durch uns eingehalten: - Saarstahl-Richtlinien für elektrische Ausrüstung (Stand Sept.94) - Normen des deutschen Instituts zur Normung (DIN) - Normen der deutschen elektrotechnischen Kommission (DKE) - die geltenden VDE-Bestimmungen - Die UVV der süddeutschen Metallberufsgenossenschaft - elektrische CE-Konformität der gelieferten Geräte - Jahr 2000 - Fähigkeit der eingesetzten Systeme
Es gelten folgende Klimabedingungen: - Aufstellungshöhe über NN unter 1000 m - Umgebungstemperatur max. 40 °C - Temparatur Schalthäuser -5 bis 40 °C - Relative Luftfeuchtigkeit 60 - 80 %
Folgende Netzdaten liegen vor: - Mittelspannung 10 kV; 50 Hz, DS - Niederspannung 400 V Drehstrom; 50 Hz - IT-Netz- Spannungstoleranz +10%; -15% - Steuerspannung allgemein 220V; 50 Hz - Steuerspannung SPS 24 V; DC - Steuerspannung Magnetventile 24 V; DC
Zum Lieferumfang der E-Dokumentation gehören folgende Unterlagen 3-fach in deutscher Sprache: - Stromlaufpläne - Klemmenpläne - Kabellisten - Stücklisten - Ersatzteillisten - Aufbauzeichnungen der Schränke und Unterverteiler - Gerätedokumentation - Programmausdrucke in FUP mit ausführlichen Kommentaren - Querverweis- und Belegungslisten - Bedien- und Wartungsanweisungen für die eingesetzten Komponenten - Handbücher für alle eingesetzten Automatisierungs- und Regelungskomponenten
Für den elektrischen Teil werden folgende Punkte berücksichtigt: - Die Verkabelung vom E-Schrank bis zur Drehmaschine wird neu ausgeführt und ist ebenfalls im Leistungsumfang enthalten - Für die Einspeisung wird bauseits ein Kabel zur Verfügung gestellt, das von WIAP am E-Schrank aufgelegt wird. Zur Festlegung des Leitungsquerschnitts ist die Angabe der benötigten Leistung erforderlich. - Im E-Schrank ist ein Leistungsschalter für die Einspeisung vorzusehen - Not-Aus wird mittels Not-Aus-Relais (Hardware) realisiert (Z-Kanal)
Pos. 11 Sichtprüfung im Werk WIAP - 2 Schrottwalzen werden für Versuche mitgeliefert; inkl. der entsprechenden Prüfschablonen.
Pos. 11a Farbe: Ral 60 grau
15. WIAP Wartungssystem
Die Maschine wird nach dem neuen Messsystem der WIAP bei der Fertigstellung vermessen Link zum Protokoll
Gleichzeitig sollten die Maschinen nach dem Wartungsplan der WIAP gewartet werden
Darum nicht vergessen, auch den Ölwechsel zu machen, um zu erkennen, was nicht ok ist.
Unterhalt von Werkzeugmaschinen
Fast jeder Schweizer bringt sein Auto zur Wartung. Die Werkzeugmaschinen mögen Wartung auch?
Wartung reduziert die Ausfallzeiten stark.
Die regelmässige Sichtkontrolle: Visual Kontrolle. Alle 1-3 Monate, je nach Monatsstunden Einsatz, Inklusive Protokollerstellung. Alle Wartungsarbeiten, die gemäss den Maschinenherstellern unter 2000 Betriebsstunden zu erfolgen haben.
Inspektion jedes Jahr oder alle 2000 Betriebsstunden. Alle Maschinen werden jährlich einmal besser angesehen. Ähnlich wie bei einem Autoservice. Die Abdeckungen werden entfernt, unter den Abdeckungen wird gereinigt. Riemen und Abstreifer ansehen und prüfen. Diese entfernen und sehen, ob Schmutz unter den Führungen ist. Ölkontrolle an allen Schmierstellen. Schmierstellen nachschmieren. Gleichzeitig Schmierstellen markieren. Kontrolle der Maschinenunterlagen, prüfen, ob alle Wartungsanleitungen vorhanden sind. Danach ein Protokoll machen; allenfalls nötige Ersatzteile nachbestellen. Im Zentralwartungsplan ist enthalten, welcher Ölwechsel bei welcher Maschine, wann notwendig ist. Wir haben ein 20 Jahre Vorausplansystem.
16. Das WIAP gelbe Boxensystem für die WartungWIAP® MEMV® Gelbe Boxen System Bei allen Maschinen werden gelbe Boxen installiert. In den Boxen sind die Stundenblätter der Visual Kontrollen, der Wartungsplan von einem Jahr, normal von Juli bis im Juni. Das heisst, den Wechsel nicht über das Neujahr. Diese Boxen haben wir gewählt, weil wir erkannten, dass am Computer immer wieder gerne mal „gemogelt“ wird.
Inhaltsverzeichnis der Gelben Boxen Beschreibung des Systems
17.
Patent Information
Die WIAP hat im Jahr 2014 das neue 3D MEMV
Vibrator Patentangemeldet.
Link Hinterlegbescheinigung Link
Im 2018 hat sie dann tatsächlich das Patent dafür erhalten
Link. Das Deutsche Patent ist auch im
Prozess Offenlegung DE: Link
Auch 2017 hat sie eine weitere Anmeldung
gemacht; das Messen; das ist jetzt der Brief oben. Hier der
Link zu der Anmeldung. Auch hier läuft die Deutsche Anmeldung
Link
Der oben aufgeführte Brief ist jetzt für das
Schweizer Patent in der Sache gekommen. D.h. bald wird auch dieses Patent da sein.
Ebenfalls 2017 machte die WIAP eine weitere Patent Anmeldung für
das neuartige MEMV Vibrationsentspannen. Hier der
Link zur Anmeldung; auch die Deutsche Anmeldung ist im
laufen,
Link
Im Juli 2019 machte man
eine weitere Anmeldung, weil bei allen
Versuchen aus dem Jahr 2018 gesehen wurde, dass noch etwas weiteres, Neues anzumelden ist.
Link Anmeldung CH,
Link zur Hinterlegungsbescheinigung; auch da wurde Deutschland angemeldet Link.
Im Dezember 2019 machte die
WIAP eine weitere Patentenanmeldung,
weil es bei weiteren Versuchen aus dem Jahr 2019
gesehen wurde, dass wir noch etwas weiteres, Neues
anzumelden ist
Link Anmeldung CH,
Link zur Hinterlegbescheinigung
Die beiden Patentanmeldungen vom Jahr 2019 sind
jetzt so interessant, dass die WIAP nicht wie in den
Vorherigen, alles offen legt. Mit den beiden weiss man, dass noch einmal eine neue Zeit gestartet wird, was das WIAP
MEMV Verfahren angeht.
Hier die Prospekt Link Wiap
Prospekt
2021
Resümee: Alle im
Vorfeld festgelegten Vorhaben wurden real umgesetzt und hervorragende
Ergebnisse in der vorgegebenen Zeit erzielt. Rest- oder Folgearbeiten entfallen
vollständig. Die Ergebnisse und Ausarbeitungen wurden auf ihre Aussagefähigkeit
und Korrektheit hin überprüft und in Summe mit „sehr zufriedenstellend“
bewertet. Dabei erfolgte eine fachliche und technische Abnahme. Eine besonders
erwähnenswerte Erkenntnis ist, dass es zu einer signifikant höheren Belastung
beim Spannungsarmglühen kommt. Es wird darüber hinaus mindestens das 700-fache an CO2 beim
Glühen eines Werkstücks erzeugt als beim
Vibrationsentspannen.
Doch die WIAP hat auch vor dem Jahr 2014 einige Patente realisiert hier der Link.
18. Schlusswort
Die Wiap AG baut eigene Werkzeugmaschinen und hat einen Zulieferanten Stamm. Ob bei Neumaschinen oder Umbauten; es werden in der Regel überall dieselben Einbauteile verwendet. Somit ist auch die Ersatzteilgewährleistung gesichert.
Bei der Wiap AG sind es nicht nur noch die Alten, die das können. Seit Jahren hat die WIAP diese Schulung, auch für das Schaben intensiviert. Es sind immer 2 Schabmaschinen griffbereit.
Die Kosten für ein Retrofit (Umbau mit Revision) gegenüber einer Neumaschine sind ca. 40 bis 60 % einer Neumaschine, weil das Grundfleisch vorhanden ist. Nur ein Tausch der CNC ohne Antriebe, was heute auch möglich ist, mit Analogantrieben kann nicht selten gar unter 10 bis 20 % der Maschinen Neubeschaffungswertes gemacht werden. Auch dann hat man die neuste CNC Steuerung auf der Maschine aufgebaut, so dass der Operateur nicht das Gefühl haben muss, er hat eine alte Maschine.
Link zu dem WIAP Verfahren Metall entspannen mit Vibration System MEMV
Hersteller und Vertrieb, Konstruktion elektrisch und mechanisch alles aus einer Hand
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Phone: ++ 41 62 752 42 60 Fax: ++ 41 62 752 48 61 wiap@widmers.info www.widmers.info /
|
||
|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()