|
|
|
|
Umbau RBM Maschine 8 Achsen
Rahmenbearbeitungsmaschine
Photobericht pdf Deutsch
|
|
|
|
Umbau RBM Maschine 8 Achsen
Rahmenbearbeitungsmaschine
Photobericht pdf Deutsch
|
2. Einführung Maschinenerklärung
2 .1 Funktion der Maschine
Die Maschine bearbeitet senkrecht stehende Maschinengrundgestelle. Diese werden oben komplett überfräst, auch mit einer parametrisierten Bogen-bearbeitung, dann seitlich links, sowie seitlich rechts, auf die gesamte Höhe von bis zu 3000 mm stirngefräst. Zusätzlich werden unten, auf die ganze Länge von bis zu 6000 mm, Löcher aufgebohrt, welche schon Laservorgeschnitten sind mit einem variablem System für Einlippen- bis viel Lippenbohrer: Vordere Schneiden schruppen, hintere, versetzten Schneiden, schlichten. Die CNC verstellt die Zustellgeschwindigkeit 5 x während einem Bohrdurchgang. Der Vorschub wird automatisch gerechnet mit der Eingabe der Spantiefe pro Schneide. Der Lochabstand variiert zwischen 250 bis 500 mm (jedoch wahlweise chaotische Abstände programmierbar über zugeteilte Parameter), natürlich ist jedes einzelne Loch wahlweise programmierbar für die gesamte Bauteilpalette des Kunden. Ein neues Bauteil ist in Minuten programmiert und kann ohne Testlauf einfach und funktionssicher neu gestartet werden.
2.2 Erklärung der alten Steuerung
Die alte Streckensteuerung hat oft die Position verloren. Es war so ungenau, dass der Kunde ein zusätzliches Messsystem anbaute, um die Position kontrollieren zu können. Zudem musste immer von der Grundstellung gestartet werden, weil es oft vorkam, dass die Motoren die Position verloren haben, somit war die Maschine ungenau. Im Weiteren musste immer der ganze Ablauf fertig gemacht werden mit der oberen Fräseinheit und dem unteren Bohren; erst dann konnte der zweite Kanal erneut gestartet werden. Die neue Lösung hat viel mehr Komfort. Zugunsten der Sinumerik hat sich der Kunde entschieden, weil er schon eine zweite Sinumerik 808 an einer Hobelmaschine hat, welche mit 8 Werkzeugen gleichzeitig arbeiten kann. Diese Maschine hat die WIAP das erste Mal im Jahr ***** geliefert, diese auch noch 500 mm verkleinert und dann im Jahr 2016 auf die Sinumerik 808 umgebaut. Damals über die Sommerbetriebsferien. Dies wollte der Kunde dieses Mal auch.
Bild 2.2-1 Alte ausgebaute Bild 2.2-2 Alte ausgebaute Bild 2.2-3 Alte Elektrik ausgebaut Steuerung Steuerung
2.3 Vormontage mit Testlauf im Hause WIAP
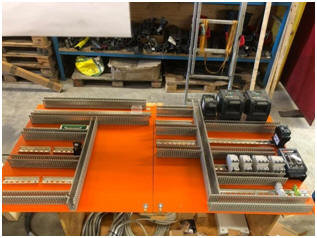
Das Spezielle am Projekt war, dass die WIAP den ganzen Anlagenaufbau in ihrem Hause durchführen konnte. Alle Motoren und Achsen waren angeschlossen; das ganze PLC Programm und die Achsenansteuerung konnte fertig gemacht werden. Schon vor der Lieferung der Steuerung konnte mit dem Programm Sinutrain (Programm, wo man die Sinumerik CNC auf dem PC 1:1 simulieren kann) die ganze CNC Programmierung fertig gemacht werden, simuliert und am PC getestet werden.
Bild 2.3-1 Aufbau im Hause WIAP Bild 2.3-2 1:1 Test unter Strom
Bild 2.3-3 Alle 8 Vorschubmotoern wurden Bild 2.3-4 4 St. Vorschub Doppel Modulel angeschlossen und programmiert. 1:1 Übersetzung schon getest und eingestellt
2 .4 Informationen während dem Umbau
Start des Umbaues letzte Juli Woche 2020 - Ende Inbetriebnahme 3. August Woche 2020
Bild 2.4-1 Jim Widmer mit Bild 2.4-2 Sven Widmer Bild 2.4-3 Komponenten Einbau Sven am Löten beim Verdrahten vom Sven
Bild 2.4-4 Sven Widmer Bild 2.4-5 Wiap Pully Bild 2.4-6 Pully Klemmsystem System 7° Anzug, 3mm ähnlich Taper Loock, jedoch Fleisch, 10/11mm Tiefe für engere Platzverhältnisse
3. Maschine in der Produktion
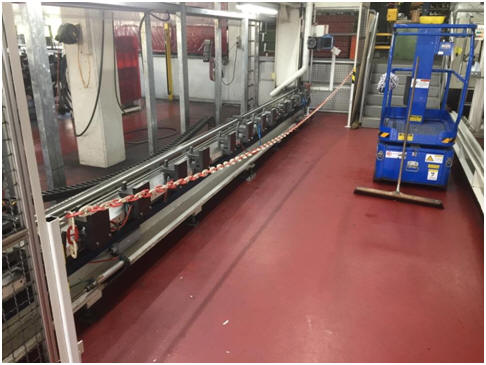
Bild 3.1 Maschine in Fabrikation, Personal Schulung
Bild 3.2: Wenn die Maschine ohne Operateur, also mannarm arbeitet, ist der Operateur angehalten, immer die Schutzkette zu schliessen, damit keine Personengefährdung erfolgen kann. Nebst Horn und Stoppzone über Lichtschranken ist das eine zusätzliche Sicherheit vor allem, wenn Betriebsführungen stattfinden.
4. CNC Beschreibung
4.1 Steuerpanel WIAP der Sinumerik CNC
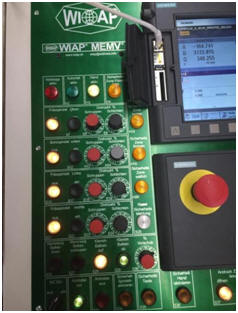
Bild 4.1: An dem Bedienpanel der CNC Steuerung sind alle Schutzzonen mit Leuchten versehen, so dass, wenn Personen Zonen betreten und die Anlage in einen Stopp geht, sofort erkannt wird, welche Zone den Alarm auslöste. Nur mit Löschen des Alarms kann die Anlage wieder gestartet werden.
Bild 4.2 : Oben (blau markiert) die Anzeige, wenn eine der 4 Schutzzonen betreten wurde. Unten (blau markiert) Schutzzonen löschen / rücksetzen.
|
4.2 CNC Steuerung
- CNC Steuerung SIEMENS SINUMERIK 828; 2 Kanallösung gemäss nachfolgender Beschreibung: Panelbasierte kompakte CNC Steuerung Technologie Drehen. CNC ausgelegt für 8 Achsen / Spindeln PLC S7-200 PLC Das Bearbeitungsprogramm wird parametrisiert programmiert Es gibt pro Werkstück ein CNC Programm, das Parameter für das jeweilige Werkstück enthält. Die Parameter enthalten Werkstück Länge und Wege nach Parameter. Die restlichen Werte sind immer identisch und sind in einem Haupt Unterprogramm, das bei jedem Durchlauf abgearbeitet wird. Der ganze Programm Ablauf läuft über das WIAP parametrisierte System. Die Maschine läuft in einem 2 Kanal Lösungssystem
Kanal 1 Fräsen oben, A und B Achse, Fräsen links und Fräsen rechts je 2 Achsen = Total Kanal 1, 6 Achsen Kanal 2 Bohren unten X und Z Achsen
- Beide Kanäle können Einzel gestartet werden, wie zwei eigene CNC Steuerungen - Beide Kanäle können auch Einzel gestoppt werden, wie eigene CNC Steuerungen
4.3 Komponenten Beschreibung
Sinumerik CNC Steuerung 10,4 TFT Farbdisplay, vollwertige QWERTY Tastatur, Kurzhubtasten, mit 16 Softkey schnell zu allen Bedienmasken Einfache Datenübertragung durch IP65 geschützte Frontschnittstelle USB 2.0,RJ45, Etnernet, CF_Card Näherungs Abstand Sensor für Displaysteuerung Panel aus Magnesiumdruckguss Bedienung mit Arbeitshandschuhen möglich NV-RAM Speichertechnologie ohne Pufferbatterie Lüfter und Festplattenloser Einbau
Fernbedien Gerät mit Start, Stop und Notstopp HMI anstelle Poti für Drehzahlen und Werkz. Amp. Anzeige. Bruch Kontrolle
6. Beschreibung der Maschine
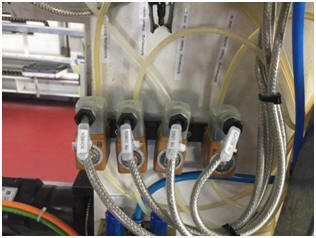
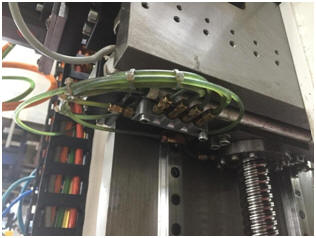
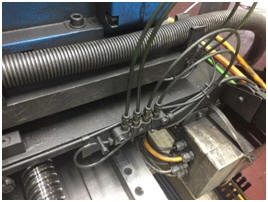
Bild 6.1: Am Hinterbalken der Maschine wurden Bild: 6.2: Jeder Schlitten der 4 Gruppen hat eine 4 Ventile angebracht, dass die Schmierung pro eigene Dossier Einheit Verteilung. Gruppe Einzel angesteuert werden kann. Dieses Bild ist von der Gruppe Fräsen links von unten
Bild 6.3: Seiten Schlitten links und rechts Bild 6.4: Schmierung Bohrschlitten X- und Z Achse Schmierung von oben
Externes Bedienpanel WIAP BP MEMV
Bild 6.5.A links vorher Bild 6.5B rechts nachher.
Das neue externe Steuerpanel kann alle 8 Achsen fahren mit Handrad und Inkrementen.
· Alle Schrittmasse Einzel oder mit Hand Rad fahren
· Inkrement Anwahl 0.01,0.1 und 1mm
· Plus Minus Richtungstasten Normal Vorschub verfahren
Steuerschrank rechte Seite
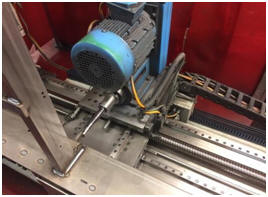
Bild 6.6. Unter dem Steuerschrank sind die 4 Achsmodule angeordnet, welche jeweils ein Achsenpaar der 4 Gruppen ansteuert.
Steuerschrank rechte und linke Seite
Bild 6.7. In der linken Schrankhälfte sind 3 Bild 6.8. Einzel Potentiometer für die Einstellung Frequenzumformer angebracht: aller Drehzahlen der Fräs- und Bohrspindeln. 1. Für die Bohrspindel Schrupp- und Schlichtgeschwindigkeit, 2. Für Fräsen oben, Fräsen links und Fräsen programmierbar über die CNC rechts 3. Für die Verstellung des Querbalkens alle Drehzahlen können mit Einzelpotentiometer verstellt werden für den Schrupp und Schlichtvorschub
Parameter Programmierung Fräsen seitlich rechts
Bild 6.9. Alle Bohr und Fräseinheiten sind Bild 6.10. Alle Bohr und Fräseinheiten sind Suhner Suhner Einheiten. Unten Bohren Übersetzung Einheiten. Oben Fräsen Uebersetzung 1/1,5 2/1 4 poliger Motor macht 1400 Umdrehungen; poliger Motor macht 1400 Umdrehungen Spindel Spindel oben 2800 mit FU 80% = 50 Hz. Kann unten ------ mit FU 80% = 50 Hz. Kann auf 60 Hz auf 60 Hz erhöht werden mit dem % Schalter erhöht werden mit dem % Schalter am Panel am Panel
Bild 6.13. Steuerpanel WIAP seitlich Bild 6.14: Steuer Panel Wiap unter links Sinumerik 828 (2 Kanal 8 Achsen Sinumerik 828 Handbedienung Maschine)
7. Schlusswort
Umbaudauer 3 Wochen. 2 Wochen hätten auch knapp gereicht. Die Anlage wurde vorgängig bei WIAP aufgebaut und alles getestet. Achsmotoren, Programme usw. Die Ware von Siemens kam 3 Wochen vor der Lieferung. Wir bedanken uns bei der Firma Siemens und dem Kunden für die gute Unterstützung und gute Zusammenarbeit. Dieses Projekt hilft uns bei einer neuen Maschine, welche wir in der Planung haben, dass wir dank der 2 Kanal Software schon einige Vorarbeit dadurch machen konnten.
Hersteller und Vertrieb, Konstruktion elektrisch und mechanisch, alles aus einer Hand
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Telefon: ++41 62 752 42 60 Telefax: ++41 62 752 48 61 wiap@widmers.info www.widmers.info / www.wiap.ch
|
![]()
![]()
![]()
![]()