
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Umbau Konventionell auf CNC Grosspindel Drehmaschine
WR 212 Fuji Seiki CNC Drehmaschine
|
TITELBILD 1: Umgebaute CNC Drehmaschine Fuji Seiki mit Sinumerik 802
1. Inhaltsverzeichnis4. Hauptspindel mit grosser Bohrung 5. Kreuzschlitten Vorbereitung 10. WIAP MEMV, das gelbe Boxensystem für die Wartung 11. Unterlagen dieser Maschine
2. Vorwort
Diese Maschine Fuji Seiki aus Japan wurde in der Schweiz gekauft, dann zur WIAP AG Ltd SA gebracht, um umzubauen und 20 Jahre später wieder in die Schweiz zurück geliefert, um noch einmal alles zu revidieren und die zweite CNC Steuerung anzubauen. Erster Umbau von Konventionell auf CNC mit der CNC Sinumerik 810T. Zweiter Umbau mit der CNBC Steuerung Sinumerik 802D.
3. Maschine vor dem Umbau
Bild 2: Der Rücktransport der Maschine in die Schweiz für den Umbau
Bild 3: Es wird alles zerlegt und gereinigt, das Bett geht extern zum Schleifen
Bild 4: Die alte Farbe wird vor dem Schleifen des Guss Maschinenbettes weggeschliffen.
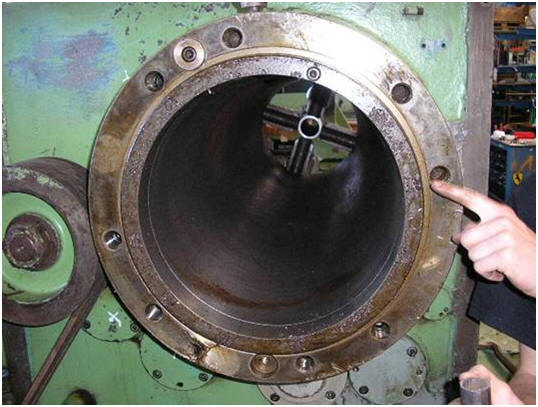
4. Hauptspindel mit grosser Bohrung
Bild 5: Diese Maschine hat eine Spindelbohrung von über 250 mm. Das ist gut für Bohrrohre
Bild 6: Diese Mutter löste sich und hat verusacht, dass die Spindel Axial Spiel hatten.
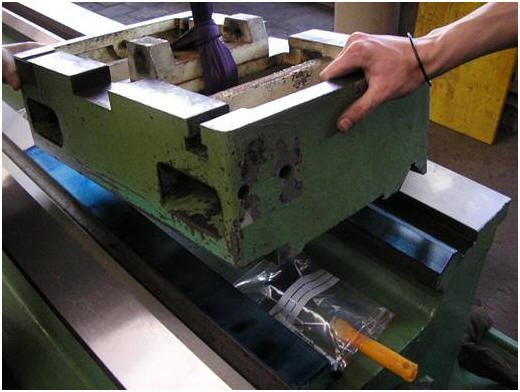
5. Kreuzschlitten Vorbereitung
Bild 5.1 Hier wird der Kreuzschlitten vorbereitet. Es werden Gleitbeläge aufgezogen und die Schmiernuten platziert.
6. Schmier Bohrungen
Bild 5.2 Caroline Widmer bohrt das ganze Schmiersystem neu. Es benötigt viel mehr Schmierstellen, weil die vielen Gewinden, die gedreht werden, viele Kurzhub Bewegungen machen, somit ist der Verschleiss mit genügend Schmierbohrungen kleiner.
Bild 5.3 Mit langen Bohrern wird duch alles gebohrt
Bild 5.4 Die Jungen müssen kein Fitness machen, das Bohren braucht viel Kraft
Bild 5.5 Aber auch viel denken und vorbereiten vor dem Handeln ist nötig, nicht dass falsche Löcher im Schlitten sind.
|
7. Spachteln und Malen
Bild 7.1 Nach dem Schleifen vor der Montage wird das ganze Bett zuerst gereinigt, dann gespachtelt, dann grundiert, dann gemalt, alles mit guter Farbe, die sich nicht auflöst von der Emulsion.
Bild 7.2 Diese Arbeit fordert ein gutes Qualitätsdenken. Die Qualitäts Kontrollen während dem Bau sind ein Bestandteil des Prozesses.
8. Schaben und Montage
Bild 8.2 Reitstock Einschaben. Nur mit gutem Durchhalte Vermögen kann so eine Maschine präzise eingeschabt werden. Es werden immer 25 Tragpunkte pro Zoll geschabt.
Bild 8.3 Jim Widmer hat jetzt schon jahrzehntelange Erfahrung im Schaben
Bild 8.4 Der Reitstock aus Grauguss wird perfekt eingeschabt, dass er sehr gut läuft, auch wieder mit den 25 Tragpunkten pro Zoll.
Bild 8.5 Jetzt wird das Aufsetzen des Spindelstockes vorbereitet, alles sauber reinigen und abziehen.
Bild 8.6 Kein Schmutz soll eingeklemmt werden
Bild 8.7 Jetzt ist der Spindelstock auch aufgesetzt.
Bild 8.8 Die fertig montierte Maschine, alles drauf. Die ersten Drehversuche wurden gemacht. Neue Kugelrollspindeln X und Z, neue Vorschub Motoren. Neuer Spindelmotor. 4 Stufen Getriebe, hohes Drehmoment.
9. Elektrischer Teil
Bild 9.1 Bei der WIAP kommt seit einigen Jahren alles aus einer Hand. Planung, Projektierung, PLC Programmierung, Elektro Schrankbau usw. Der Endkunde hat bei der WIAP nur einen Ansprechpartner.
10. . Das WIAP gelbe BoxensystemWIAP® MEMV® Gelbe Boxen System Bei allen Maschinen werden gelbe Boxen installiert. In den Boxen sind die Stundenblätter der Visual Kontrollen, der Wartungsplan von einem Jahr, normal von Juli bis im Juni. Das heisst, den Wechsel nicht über das Neujahr. Diese Boxen haben wir gewählt, weil wir erkannten, dass am Computer immer wieder gerne mal „gemogelt“ wird.
Inhaltsverzeichnis der Gelben Boxen Beschreibung des Systems
Wenn nicht schon vorhanden: Alle Betriebsanleitungen (Manuals) und alle Datensicherungen werden gesichert. Fehlende Unterlagen werden organisiert und auf Ihrem Server hinterlegt. Es gibt einen Ordner auf Datenträger, wo alle Maschinen mit allen Unterlagen enthalten sind. Batterien werden aufgenommen, bestellt und dann ersetzt, mit Datum Angabe des Austausches und Angabe der Lebensdauer.
11. Unterlagen zu dieser Maschine
Unterlagen zu der Maschine: Bei dieser Maschine noch nicht erfasst. 12. Schlusswort
Die Wiap AG baut eigene Werkzeugmaschinen und hat einen Zulieferanten Stamm. Ob bei Neumaschinen oder Umbauten; es werden in der Regel überall dieselben Einbauteile verwendet. Somit ist auch die Ersatzteilgewährleistung gesichert.
Bei der Wiap AG sind es nicht nur noch die Alten, die das können. Seit Jahren hat die WIAP diese Schulung, auch für das Schaben intensiviert. Es sind immer 2 Schabmaschinen griffbereit.
Die Kosten für ein Retrofit (Umbau mit Revision) gegenüber einer Neumaschine sind ca. 40 bis 60 % einer Neumaschine, weil das Grundfleisch vorhanden ist. Nur ein Tausch der CNC, ohne Antriebe was heute auch möglich ist, mit Analogantrieben, kann nicht selten gar unter 10 bis 20 % der Maschinen Neubeschaffungswertes gemacht werden. Auch dann hat man die neuste CNC Steuerung auf der Maschine aufgebaut, so dass der Operateur nicht das Gefühl haben muss, er hat eine alte Maschine.
Link zum Geometrie Protokoll Version Extern. Das Interne Protokoll ist noch viel umfangreicher
Link zu den Wiap Umbau Projekten
Erstellt: JW/SW/HPW/AN 2020
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Phone: ++ 41 62 752 42 60 Fax: ++ 41 62 752 48 61 wiap@widmers.info www.widmers.info / www.wiap.ch
|
||
|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()



















{kind=link}